 ENG
ENG 
1. A szerepe és alkalmazása PVC fröccsöntő gép
A műanyag-feldolgozó ipar alapvető berendezéseként a PVC fröccsöntő gép létfontosságú szerepet játszik a mai ipari gyártás területén. A polivinil-kloridot (PVC), mint sokoldalú, költséghatékony és tartós hőre lágyuló műanyagot, széles körben használják számos területen, például az építőiparban, az orvostudományban, az autóiparban és a fogyasztási cikkekben fröccsöntési eljárás révén.

A PVC fröccsöntő gép egy speciális fröccsöntő berendezés, amelyet kifejezetten polivinil-klorid anyagok feldolgozására használnak, és amely pótolhatatlan helyet foglal el a műanyagfeldolgozó iparban. Az iparági adatok szerint a világ műanyag fröccsöntő termelésének mintegy 23%-a PVC-anyagokból áll, különösen az építési csövek, az orvosi berendezések, valamint a vezetékek és kábelek területén, a PVC fröccsöntő gépek alkalmazási aránya több mint 60%. E széles körű alkalmazás mögött maguknak a PVC-anyagoknak az egyedülálló teljesítménybeli előnyei és a fröccsöntési folyamat hatékony kombinációja húzódik meg.
A PVC fröccsöntő gép fő funkciója, hogy a nyersanyagokat pontos méretű és funkcionális jellemzőkkel rendelkező műanyag termékekké alakítsa át három fő szakaszon keresztül: melegítési lágyítás, nagynyomású fröccsöntés és öntőforma. Az általános fröccsöntő gépekkel összehasonlítva a PVC fröccsöntő gépek a PVC-anyagok jellemzőire vannak optimalizálva, és hatékonyan leküzdhetik a PVC-feldolgozás technikai nehézségeit, például a rossz hőstabilitást, a magas olvadékviszkozitást és a könnyű bomlást. Az építőiparban a PVC fröccsöntő gépekkel gyártott csőszerelvények, illesztések, ajtó- és ablaktartozékok kiváló időjárásállósággal és kémiai stabilitással rendelkeznek; az orvostudományban az olyan termékek, mint a PVC fröccsöntéssel öntött infúziós zacskók és katéterek, megfelelnek a szigorú biokompatibilitási követelményeknek.
Az ipari lánc szemszögéből a PVC fröccsöntő gépek a középső láncszemek az alapanyagok és a terminálalkalmazások között, és műszaki színvonaluk közvetlenül befolyásolja a végtermék minőségét és előállítási költségét. A minősített PVC fröccsöntő gép általában olyan kulcselemekből áll, mint a fröccsöntő rendszer, a szerszámbefogó rendszer, a hidraulikus rendszer, a vezérlőrendszer és a hőmérséklet-szabályozó rendszer. Ezeknek a rendszereknek az összehangolt munkája biztosítja, hogy a PVC anyagok optimális körülmények között tudják befejezni a formázási folyamatot. A környezetvédelmi követelmények javulásával és az orvosi igények növekedésével a PVC fröccsöntő gépek egyre precízebb, energiatakarékosabb és intelligensebb irányba fejlődnek.
A PVC fröccsöntő gépek iparági sajátossága az anyagösszetételekhez való alkalmazkodóképességükben is tükröződik. A PVC, mint olyan műanyag, amelynek tulajdonságai adalékokkal módosíthatók, két kategóriába sorolhatók: merev PVC (RPVC) és rugalmas PVC (FPVC). A merev PVC nagy szilárdságú és merev, és gyakran használják építőanyagokban; míg a rugalmas PVC lágyítók hozzáadásával puhává és rugalmassá válik, és alkalmas olyan termékekhez, mint például az orvosi csövek. A PVC fröccsöntő gépeknek képesnek kell lenniük e két jelentősen eltérő anyagtípus kezelésére, ami megköveteli, hogy a berendezés szélesebb folyamatablakkal és rugalmasabb paraméterbeállítási lehetőségekkel rendelkezzen. Ugyanakkor az egyre szigorodó környezetvédelmi előírásokkal az ólommentes stabilizátorok és az új környezetbarát lágyítók alkalmazása új műszaki követelményeket támaszt a PVC fröccsöntő gépekkel szemben.
Ami a gazdasági előnyöket illeti, a PVC fröccsöntő gépek rendkívül versenyképes gyártási megoldásokat kínálnak a gyártóknak. A fémfeldolgozáshoz vagy más műanyag fröccsöntési folyamatokhoz képest a PVC fröccsöntés előnye a rövid ciklus, a magas anyagfelhasználás és az alacsony munkaerőigény, ami különösen alkalmas nagyszabású szabványosított termékek előállítására. Az építőipari PVC csőszerelvényeket példának vesszük, egy közepes méretű PVC fröccsöntő gép napi gyártási kapacitása elérheti az 5000-8000 darabot, a terméksúlyhiba ±0,5%-on belül szabályozható. Ilyen pontosságot és hatékonyságot más eljárásokkal nehéz elérni. Ezen túlmenően a PVC fröccsöntő gépek jellemzői a hosszú szerszámélettartam (általában akár 500 000-1 milliószor) és a viszonylag alacsony energiafogyasztás (körülbelül 40%-os energiamegtakarítás a fémprésöntéshez képest), ami tovább csökkenti a gyártási költségeket.
A „műanyagot helyettesítő acélt” trend folyamatos fejlődésével a PVC fröccsöntő gépek jelentősége tovább hangsúlyozódik. Különösen a könnyű súly, a korrózióállóság és a költségkontroll alkalmazási területén a PVC fröccsöntő termékek folyamatosan felváltják a hagyományos anyagokat. A PVC fröccsöntő gépek technológiai innovációja és piacbővítése, mint az átalakítás kulcsfontosságú eszköze, továbbra is felkelti az iparág figyelmét.
2. PVC fröccsöntő gépek működési elve és folyamatfolyamata
A PVC fröccsöntő gépek működési elve a hőre lágyuló műanyagok öntési tulajdonságain alapul. Az olyan paraméterek pontos szabályozásával, mint a hőmérséklet, nyomás és sebesség, a PVC-alapanyagok a kívánt alakú termékekké alakulnak. Ez a folyamat olyan multidiszciplináris technológiákat integrál, mint a gépészet, az anyagtudomány és az automata vezérlés, így komplex és precíz feldolgozási rendszert alkot. A PVC fröccsöntő gépek működési elvének megértése kulcsfontosságú a gyártási folyamatok optimalizálásához és a termékminőség javításához.
A rendszer összetétele és működése
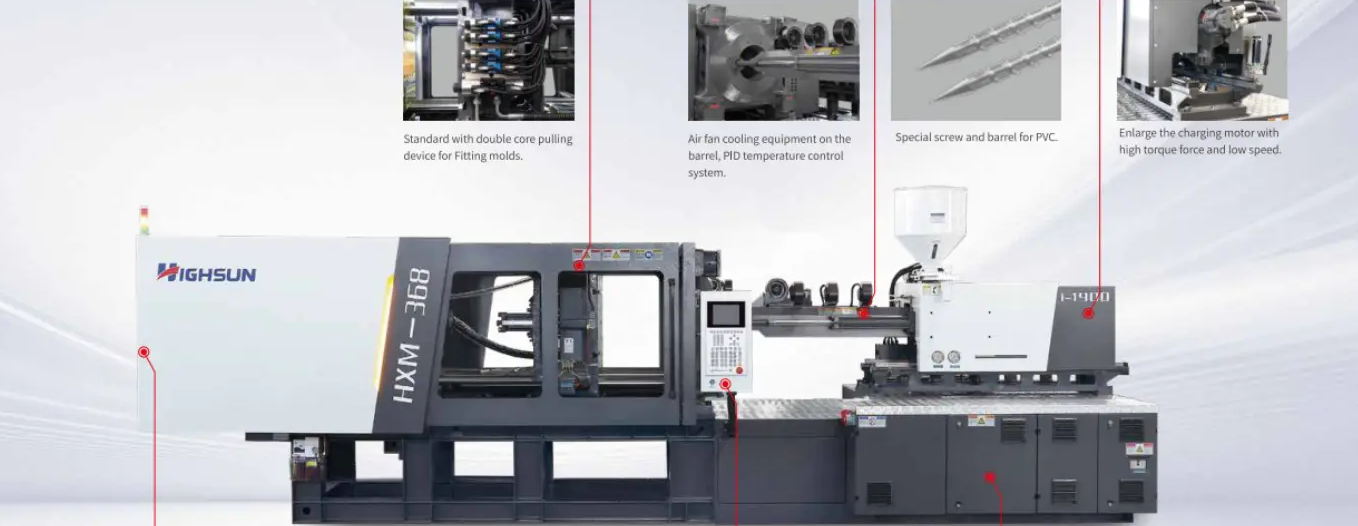
A PVC fröccsöntő gép főként öt rendszerből áll: befecskendező rendszer, szorítórendszer, hidraulikus rendszer, vezérlőrendszer és hőmérséklet-szabályozó rendszer. A befecskendező rendszer felelős a PVC anyagok lágyításáért és injektálásáért. Ez a berendezés központi része, és olyan kulcselemeket tartalmaz, mint a garat, hordó, csavar és fúvóka. Az általános fröccsöntő gépektől eltérően a PVC fröccsöntő gép csavarja általában speciális kialakítású, kis hossz-átmérő aránnyal (L/D) (általában 18:1 és 22:1 között) és alacsony kompressziós aránnyal (körülbelül 1,8-2,5), hogy csökkentse a hőérzékeny PVC anyagok nyírási hőbevitelét. A szorítórendszer biztosítja a forma nyitó- és záródását, valamint a szorítóerőt annak biztosítására, hogy a formát ne nyomja ki az olvadéknyomás az öntési folyamat során. Szerkezeti formái között van billenős, hidraulikus és elektromos típus. A hidraulikus rendszer az egész gépet biztosítja, és vezérli az egyes működtetők mozgását; a vezérlőrendszer felelős a paraméterezésért, a programvezérlésért és a folyamatfelügyeletért; a hőmérséklet-szabályozó rendszer a hordó és a forma pontos hőmérsékletét tartja fenn, ami különösen fontos hőérzékeny anyagok, például PVC esetén.
Munkaciklus elemzés
A PVC fröccsöntés ciklikus folyamat, és minden ciklus rendezett műveletek sorozatát tartalmazza. Az ipari szabványok szerint a teljes munkaciklus a következő szakaszokból áll: formazárás → fröccsöntés → nyomástartás → hűtés → lágyítás → formanyitás → termékek kilökése.
Az öntőforma zárási szakaszában a szerszámot nagy nyomás alatt zárják, és a szorítóerőt a termék vetületi területe és a befecskendezési nyomás alapján számítják ki, általában 30-80 MPa. A befecskendezési szakaszban a csavar előre mozog, hogy az olvadt PVC-t a henger elülső végén nagy nyomással (általában 80-180 MPa) és nagy sebességgel a formaüregbe fecskendezze. Ez a folyamat több másodpercig tart, és a befecskendezési sebesség szakaszonként szabályozható, hogy alkalmazkodni tudjon az összetett termékszerkezetekhez. A nyomástartó szakaszban bizonyos nyomás fenntartása a hűtési zsugorodás miatt csökkent anyag pótlása érdekében döntő fontosságú a termék méretpontossága és felületi minősége szempontjából. A hűtési szakasz lehetővé teszi a termék megszilárdulását a formában, az idő pedig a falvastagságtól és a hűtési hatékonyságtól függ. A lágyítási szakaszban a csavar forog, hogy továbbítsa és megolvasztja az új anyagot, hogy felkészüljön a következő ciklusra, és ezzel egyidejűleg vissza is húzódik a beállított helyzetbe. Végül a forma kinyílik, és a kilökő mechanizmus lebontja a terméket a ciklus befejezéséhez.
táblázat: Tipikus folyamatparaméter-tartományok PVC fröccsöntéshez
| Paraméter kategória | Merev PVC (RPVC) | Lágy PVC (FPVC) | Kulcshatás |
| Hordó hőmérséklet (℃) | 160-190 | 150-180 | Olvadékfolyékonyság, hőbomlás veszélye |
| Forma hőmérséklet (℃) | 30-50 | 20-40 | Hűtési sebesség, felületi fényesség |
| Befecskendezési nyomás (MPa) | 80-150 | 70-130 | Forma kitöltési integritása, belső feszültség |
| Tartási nyomás (MPa) | 40-80 | 30-60
| Zsugorodás, méretpontosság |
| Csavar fordulatszáma (rpm) |
30-70 | 25-60
| Plasztifikációs minőség, nyírási hő |
| Ellennyomás (MPa) | 3-10 | 2-8 | Olvadéksűrűség, lágyítási hatékonyság |
- A PVC feldolgozás sajátosságai
A PVC fröccsöntés jelentős folyamatbeli különbségekkel rendelkezik az olyan általános műanyagokhoz képest, mint a PP és a PE, ami elsősorban a PVC anyagtulajdonságainak köszönhető. A PVC hőstabilitása gyenge, és könnyen lebomlik, és magas hőmérsékleten hidrogén-kloridot (HCl) bocsát ki. Ezért a feldolgozási hőmérsékleti ablak szűk, általában 150-190 °C tartományban van szabályozva, ami sokkal alacsonyabb, mint az elméleti bomlási hőmérséklet (körülbelül 210 °C). Ennek a kihívásnak a megoldására a PVC fröccsöntő gépeket általában precízebb hőmérséklet-szabályozási rendszerekkel szerelik fel, amelyek zónahőmérséklet-szabályozási pontossága legfeljebb ±1°C, és speciális csavaros kialakítással csökkentik a nyírómelegedést. Ugyanakkor a PVC olvadék magas viszkozitású és rossz folyási tulajdonságokkal rendelkezik, ezért nagyobb befecskendezési nyomásra van szükség (általában 20-30%-kal magasabb, mint a PP-nél), hogy teljesen kitöltse a formát. Ezenkívül a PVC-készítményekben lévő adalékok, például stabilizátorok és kenőanyagok lerakódásokat képezhetnek a hordóban, ezért a PVC fröccsöntő gépek gyakoribb tisztítást és karbantartást igényelnek.
- A lágyítás és az injektálás elvei
A PVC lágyítási folyamata a fizikai állapot átalakításának összetett folyamata. Miután a szilárd PVC-részecskék a tartályból belépnek a hordóba, melegítés és nyírás hatására üveges, nagy rugalmasságú állapotból viszkózus áramlási állapotba alakulnak át. A csavar forgása ellenállási áramlást hoz létre az anyag előreszállításához, miközben a nyíróhatás és a külső melegítés fokozatosan megolvasztja a PVC-t. Mivel a PVC poláris anyag, olvadási viselkedése eltér a nem poláris műanyagokétól, mint például a PE, és nagyobb energiabevitelt igényel. A lágyítás végén az olvadt PVC felhalmozódik a csavar elülső végén, és visszanyomja a csavart a beállított helyzetbe. A befecskendezési szakaszban a csavart dugattyúvá alakítják, és az olvadékot a hidraulikus henger nyomása alatt állandó sebességgel vagy szegmentált sebességgel fecskendezik a formaüregbe. A PVC olvadék áramlási viselkedését a formaüregben befolyásolja a forma hőmérséklete, a csatorna kialakítása és a befecskendezési paraméterek. Az ésszerű folyamatbeállításokkal elkerülhetők az olyan hibák, mint a permetnyomok és a hegesztési vonalak.
- A folyamatszabályozás kulcspontjai
A sikeres PVC fröccsöntés a kulcsparaméterek pontos szabályozásától függ. A hőmérséklet szabályozása az elsődleges tényező. A hordót általában 3-5 hőmérsékleti zónára osztják. A hőmérséklet gradiens a betápláló nyílástól a fúvókáig emelkedik, de a maximális hőmérséklet nem haladja meg a 190°C-ot, hogy megakadályozza a bomlást. A befecskendezési sebesség befolyásolja az olvadéktöltési módot és a molekuláris orientációt. A vastag falú termékeket alacsony sebességgel kell feltölteni a maradék feszültség csökkentése érdekében, míg a vékony falú alkatrészekhez nagy sebességű injektálás szükséges az idő előtti koaguláció megelőzése érdekében. A tartási nyomás és idő beállítása közvetlenül befolyásolja a termék zsugorodási sebességét és méretstabilitását, és a termék szerkezetének és anyagtulajdonságainak megfelelően optimalizálni kell. A hűtési idő a teljes ciklus 60-70%-át teszi ki. A hűtővíz-csatornák kialakításának optimalizálása javíthatja a termelés hatékonyságát. A PVC fröccsöntő gépek többnyire zárt hurkú vezérlőrendszereket használnak ezen paraméterek valós időben történő monitorozására és beállítására, hogy biztosítsák a folyamat stabilitását és a termék konzisztenciáját.
A PVC fröccsöntő gépek működési elve a mechanikai tervezés és az anyagtudomány tökéletes kombinációját testesíti meg. A termodinamikai és reológiai folyamatok precíz szabályozásával a PVC alapanyagok különböző funkciójú műanyag termékekké alakulnak. Ezen elvek elsajátítása az elméleti alapja a termelési folyamatok optimalizálásának és a minőségi problémák megoldásának.
3. A PVC fröccsöntő gép berendezési jellemzői és műszaki előnyei
Speciális műanyag-feldolgozó berendezésként a PVC fröccsöntő gép számos egyedi kialakítással rendelkezik, amelyek megfelelnek az anyag tulajdonságainak. Ezek a tulajdonságok lehetővé teszik, hogy jelentős műszaki előnyöket mutasson a PVC anyagok feldolgozása során. A mechanikai szerkezettől a vezérlőrendszerig a PVC fröccsöntő gép minden láncszeme a PVC-feldolgozás speciális igényeinek megfelelő gondos tervezést tükrözi.
- Speciális csavar kialakítás
A PVC fröccsöntő gép fő jellemzője a speciális csavarszerkezet. A hagyományos fröccsöntő gépcsavarokhoz képest a PVC speciális csavarok a következő jellemzőkkel rendelkeznek: kis méretarány (L/D) (általában 18:1 és 22:1 között), csökkenti az anyag tartózkodási idejét; alacsony tömörítési arány (körülbelül 1,8-2,5), alkalmas PVC-porhoz vagy könnyen összenyomható részecskékhez; mély csavarhorony, csökkenti a nyírási sebességet és a súrlódási hőtermelést; gátszakasz vagy keverőfej hozzáadása az olvadék egyenletességének javítása érdekében. Ez a kialakítás hatékonyan megoldja a PVC rossz termikus stabilitásának problémáját, és megakadályozza az anyagok túlmelegedését és bomlását a lágyítás során. A csavar anyaga általában kettős ötvözött acélból készül, vagy speciálisan felületkezelt a kopásállóság és a korrózióállóság javítása érdekében, hogy megbirkózzon a PVC-feldolgozás során keletkező sósavgázzal. Ezenkívül a PVC fröccsöntő gép csavarjának sebességtartománya viszonylag szűk (általában 30-70 ford./perc), és pontosan szabályozható, hogy elkerülje a túl nagy sebesség okozta túlzott nyírást.
- A hőmérséklet-szabályozó rendszer optimalizálása






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288